

Advanced data processing is key to predictive maintenance and machine monitoring in smart factory environments. In injection moulding, a majority of reject parts produced are the result of temperature control errors. In the past few years, the energy consumption associated with all the various steps in injection moulding has also received a lot of attention.
An exciting initiative under the EU Horizon 2020 programme is currently drawing to a close. It is aimed at optimising the performance of injection moulding machines on the fly.
PREVIEW is a consortium of experienced European injection moulding manufacturers, leading technological industrial partners and academic research institutes, collaborating to explore merging state-of-the-art data acquisition systems with machine learning techniques to create a process for remotely monitoring and adjusting injection moulding processes. The primary project leaders were Eurecat (Spain), Smithers Rapra (United Kingdom) and Humboldt Universität (Germany).
Technical planner Andrea Sánchez-Valencia is a Research Technologist at Smithers Rapra, responsible for the evaluation, development and deployment of the methodology to assess the impact of the PREVIEW technology in industrially-driven injection moulding applications.
Sánchez-Valencia says that PREVIEW is capable of recognising process variations and timely executing alerts notifications, suggesting corrective actions to the operator to preserve optimum part quality. By doing so, the production process stays within part design tolerances, preventing unnecessary material waste, shifting injection moulding from traditional manufacturing to smart manufacturing.
Smart manufacturing attempts to increase process adaptability via controlled computer systems. In injection moulding this can be translated to improved plant flexibility: running many products/moulds in parallel; and low material waste.
At present, the latest models of injection moulding machines incorporate quality control mechanisms that can shut down production if the machine’s injection moulding parameters deviate from those defined as optimum. Unfortunately, they fail to specify the resulting part defect or to provide individual part traceability.
Additionally, machine parameters control the cavity temperature and pressure as the polymer enters the mould. The use of cavity sensors makes it possible to monitor these parameters, and when combined with the injection moulding parameters of the machine (such as holding pressure, injection speed and cycle time), very high levels of part quality control can be achieved. Full control of multiple injection moulding machines running on a factory floor is the objective.
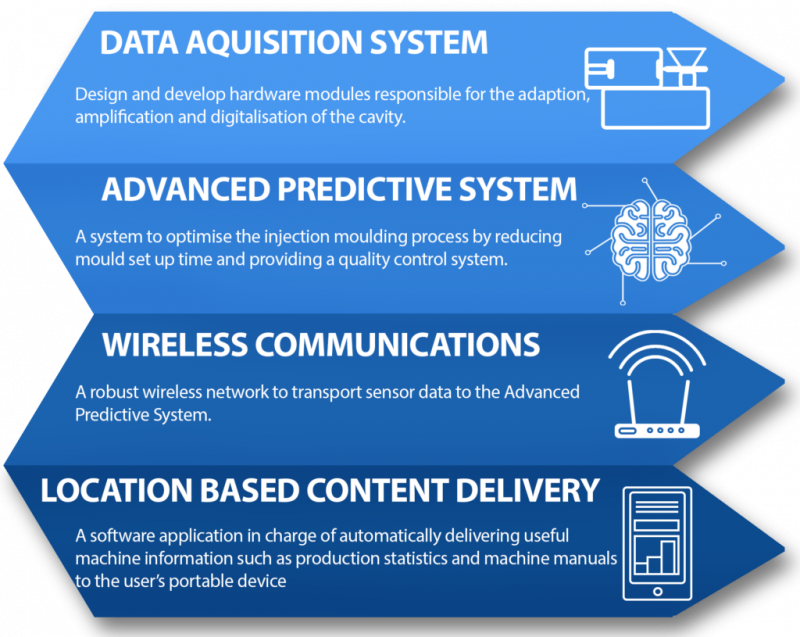
PREVIEW uses a data acquisition system (DAS) for the adaption, amplification and digitalisation of the electrical and mechanical signals coming from:
- the mould cavity and
- the injection machine
During injection moulding, the machine and mould features need to be monitored, as these represent the means for determining the part quality and efficiency of an injection production cycle.
Injection inside the mould is monitored via pressure and temperature sensors. At the same time, the DAS connection with the machine allows operators to retrieve real-time information of the machine parameters. The DAS is individual to each injection machine, and a large manufacturing shop floor may be running many DAS units simultaneously.
The advanced predictive system (APS) is a software tool that helps optimise the injection moulding process. This is done by providing quality control guidelines defined through numerical algorithms based on machine learning techniques.
The data collected from the DAS is transferred to the APS via a wireless network, and this is analysed against reference optimum parameters to provide the user with remedial process modifications which ensure the best possible process performance and part quality. The APS diagnoses are stored in a centralised server called the content management system (CMS), and are sent via Wi-Fi to the operator’s mobile device.
In traditional manufacturing plants, most machine communication is achieved through Ethernet cabling and cumbersome electrical wiring. Here, wireless networks are preferred, although these are prone to interference, particularly in an environment such as a factory floor where a lot of metal is present, and individual injection machines are placed at large distances from the main server. Building a reliable wireless network is a challenge which aims to handle and prioritise the wireless transmission of multiple sensor signals to ensure accurate reception and processing.
The PREVIEW consortium developed novel transmission algorithms that are able to cope with the challenges of a manufacturing floor environment and guarantee that the data sent by individual DAS units is transported to and decoded successfully by the APS analytical system. To ensure a stable network, each DAS unit is connected to an individual wireless communication node (WCN), in addition to a centralised WCN server that acts as a data collector and processes information for use by the APS.
PREVIEW’s full operation cycle is completed when the machine operator is able to access individual process information for each machine via a location-based content delivery (LBCD) mobile app. On the PREVIEW website, the operator can see real-time statistics stored in the CMS, and then use their portable device to identify if a specific injection moulding cycle is running efficiently. The LBCD offers a variety of features that enable the user to interact with the monitored data in an efficient and friendly manner, including:
- access to injection moulding machines details (plant layout and process specifications)
- reception of notification alerts (from the APS), and
- other machine-related information (machines’ user manuals)
As machine operators receive a notification highlighting process inconsistencies, they can readjust the injection moulding machine parameters to optimise the production process.

Over the last 12 months, PREVIEW has been positively tested in real manufacturing environments. The first full-scale pilot test was conducted at the Dutch partner Promolding, a product development and injection moulding company that develops and produces high tech products for the industrial, medical and aviation markets. The company has 12 injection moulding machines ranging from 15T to 800T, dozens of moulds and uses several different polymer materials.
Other trials involved Smithers Rapra and Smithers Pira and MPT, with final trials currently on-going. Humboldt-University ran a number of transmission tests with wireless hardware designated for the PREVIEW-prototype at Smithers Rapra; the same test was carried out at Promolding. Amongst the measured parameters were transmission delay, packet delivery ratio and receiver signal strength.
Each end user represents a different set of challenges and levels of complexity, as the models of injection moulding machines vary, as do the dimensions of the factory floor.
Minimize downtime with Prospector's essential processing data & tools
Access an injection molding troubleshooter, compare up to 5 materials side by side, and even view typical properties to help fill in missing product data points. All this right from the shop floor since Prospector is mobile-friendly. Instantly use advanced data and tools to minimize downtime - subscribe now!
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.
Excellent article. Would like to see more reviews on the progress of the above.