

Paid Content by OMNOVA Solutions
Purpose of an intumescent coating
In a steel frame structure, fire-protection is a necessity to protect human lives in the event of a fire. Today, most buildings have some degree of fire-protection because of national building codes. While steel does not burn, it does lose strength and load-bearing capacity when exposed to temperatures above 500°C (930°F).
Over the past decade, thin-film intumescent coatings have come to dominate the market because they preserve the aesthetics of the steel structure, can be applied to complex steel shapes, can be easily repaired and most importantly, they protect people and property by delaying possible structural steel collapse. Intumescent coatings, when exposed to fire, achieve protection by expanding and creating a carbon char with low thermal conductivity. This forms an insulating layer, extending the time before critical failure of the underlying steel due to exposed to high temperatures.
Intumescent coatings enable architects to fully exploit the creative design possibilities of the steel itself, a feature seen with increasing frequency in new airports, shopping malls, hotels, sports stadiums, and more.
Types of buildings using intumescent coatings



How an intumescent coating works
Intumescence is generally created using three components:
- A source of carbon, typically pentaerythritol (PER) or dipentaerythritol (DIPER)
- A blowing agent, e.g. melamine (MEL) or solid chlorinated paraffin (CP)
- A source of mineral acid catalyst, e.g. ammonium polyphosphate (APP)
When an intumescent coating is subjected to heat, a series of chemical reactions occurs:
- APP decomposes to produce phosphoric acid, which causes dehydration of PER or DIPER to produce a carbon char
- The blowing agent decomposes, releasing non-flammable gases causing the carbon char to foam and producing a meringue-like structure which is an effective thermal insulator
The challenges of Vinyl Versatate-based intumescent coatings
Today, in the cellulosic fire segment of the market, both solvent-borne and waterborne intumescent products exist. Although solvent-borne intumescents are compliant with most volatile organic compounds (VOC) legislation, market demand is increasing for waterborne products with durability and high fire performance, especially for on-site applications, where solvent odor and VOC emissions are concerns.
However, waterborne intumescents have a number of well-known weaknesses, not the least of which is poor ‘durability’, related to their high sensitivity to humidity and water. This serious weakness prevents them from replacing solvent-borne coatings to a large extent. Therefore today, waterborne intumescents are limited to interior and low humidity areas.
The water sensitivity of these coatings is primarily related to the water sensitivity of the binders used to formulate them, most commonly:
- Vinyl acetate (VA)
- Vinyl acetate/vinyl versatate (VA/VV)
- Vinyl acetate/ethylene emulsion/vinyl versatate (VA/E/VV)
- Vinyl acrylic polymers
The high water sensitivity of current waterborne intumescent coatings can be demonstrated by a water immersion test. After less than one-half hour, the coating swells, softens and blisters. Its intumescent performance is also considerably reduced because of loss of water soluble intumescent ingredients.
Achieving fire and water resistance
In light of these challenges, OMNOVA has developed a new polymer, specifically designed to produce a binder which helps waterborne intumescent coatings manufacturers achieve:
- Up to two hours of fire resistance
- Excellent durability
- Significant improvements in water resistance
- The ability to market the final coating for interior, exterior and high-humidity areas
The new Hydro PLIOLITE® 211 binder, is a styrene-acrylic emulsion copolymer, designed without the use of alkylphenol ethoxylates (APEO) surfactants or formaldehyde. The monomer composition has been adjusted to obtain the same good melt characteristics and synergy with other standard intumescent ingredients (APP/PER/MEL) as PLIOLITE® solvent-borne resins. The result is a uniform char structure consistency, which is one of the main parameters of effective insulation.
Water soak test to review water resistance
Hydro PLIOLITE 211 has been tested to prove its water resistance, following the steps below:
- Apply coatings to R36 steel Q panels at a 1 mm thickness
- Dry one week at ambient temperature
- Half-immerse the panels in water for three hours
- Visually assess the coatings for signs of deterioration
- Fire test to ISO 834 curve in a small-scale furnace for 10 minutes
The images below compare a VA/VV latex and the new latex containing Hydro PLIOLITE 211 in a starting point formulation, following the testing steps above.
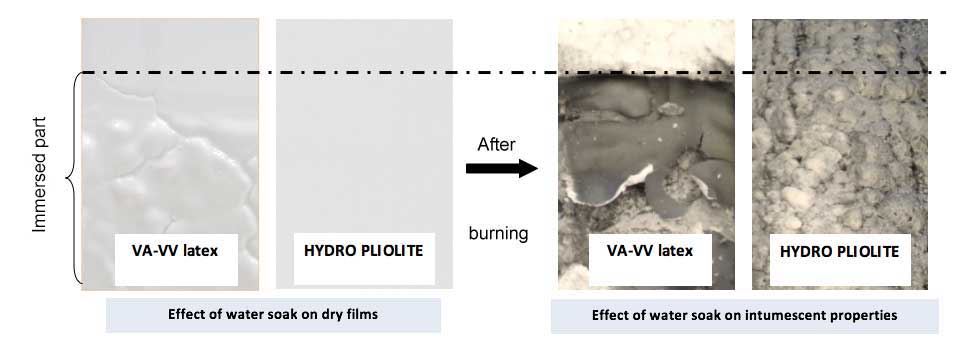
RESULT: The paint film of the VA/VV latex formulation showed serious blistering and loss of adhesion. Furthermore, the coating based on the VA/VV latex no longer showed any expansion on the immersed part, and did not maintain its intumescent properties.
Additional tests were completed using one of the more severe exposure tests of the EN 16623-2105 European standard for durability, named “Y conditions”. Y conditions for exposure are “intended for internal and semi-exposed conditions. Semi-exposed includes temperatures below zero, but no exposure to rain and limited exposure to UV.” See results below.
| VA/VV latex | Hydro PLIOLITE 211 | |
| Before Y conditions | ||
|
|
|
| After Y conditions | ||
|
|
|
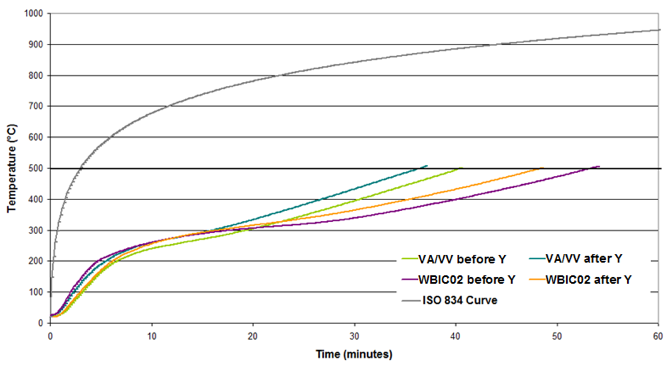
Fire test results, before and after accelerated exposure (Y conditions)
Both paints fulfilled the requirement for Y conditions, as fire resistance after exposure is within 85 percent of the fire resistance of the non-exposed panel.
Although formulation with VA/VV latex and pentaerythritol shows normally good intumescent properties and fire resistance, the formulation using dipentaerythritol, which is used for durable and exposed coatings, showed a poor-quality char with low expansion and large voids.
The formulation with Hydro PLIOLITE 211 gives good fire resistance even after Y exposure. The temperature / time curves representing the fire resistance of the coatings can be seen in the chart below.
Fire-resistance comparative evaluation of Hydro PLIOLITE 211 formulation to commercial intumescent coatings
The Hydro PLIOLITE 211 formulation WB IC 01 was compared to commercial waterborne and solvent-borne intumescent coatings obtained from the industrial market. Fire resistance was assessed on steel panels coated with 1 mm of intumescent coating. See results below:
| Paint | Time to 500° C | Char height |
| WB IC 01 | 63 minutes | 6 cm |
| WB Commercial A | 58 minutes | 6 cm |
| WB Commercial B | 55 minutes | 4 cm |
| SB Commercial C | 53 minutes | 4 cm |
| SB Commercial D | 63 minutes | 4 cm |
Fire test results for new binder vs commercial waterborne and solvent-borne intumescent coatings

The char structure produced by WB IC 01 is very consistent: uniform with small cells and crispy in texture, which is the ideal structure for thermal insulation. Despite very good fire resistance and expansion, the chars formed by conventional waterborne intumescent coatings exhibit a softer, more powdery and fluffy aspect, which is not an ideal consistency as far as best ‘stickability’ is concerned, because the environment within a large-scale test furnace as used for fire assessments can present a lot of turbulence.
Conclusion
Structural steel design is a vital component of modern architecture. Building regulations dictate that consideration be given to safety aspects of the construction, which sometimes may appear to conflict with the modern, ornate style of architecture. Intumescent, or reactive fire protection coating systems are perfectly suited to resolving this conflict: through their corrosion and fire protection, they provide a cost-effective solution by fulfilling all the technical requirements and at the same time accentuating the aesthetic appearance of a steel structure.
Water-based intumescent coatings based on vinyl acetate polymers or copolymers exhibit good intumescence properties thanks to their thermal degradation behavior, but demonstrate poor water resistance linked to their chemistry.
Hydro PLIOLITE 211 allows the formulation of durable, water-based intumescent coatings while maintaining excellent fire protection thanks to its melt properties and synergy with intumescent raw materials.
Finally, intumescent formulations developed using Hydro PLIOLITE 211 exhibit excellent viscosity stability at low temperature (5°C) without having to resort to the use of special grades of the common intumescent raw materials.
For a more in-depth case study on Hydro PLIOLITE 211, download the PDF: “Intumescent Coatings – Truly Functional Coatings That Save Lives – Latest Developments”
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.
There are solvent based intumescent coating ( two componenet expoxy) which can protect steel up to 180 minutes from reaching critical steel temperature ( 530 deg C).
Can any water bourne coating acheive that rating?