

 Waterborne coatings are the largest type of coating technology used on a global basis and are expected to continue to grow as a percent of the total coatings market. By 2022, the global market size of waterborne coatings is expected to be over $146 billion USD. Growth in large part is due to increased volume in the construction and automotive markets with acrylics being the largest single type of waterborne resin system representing over 80% of the total waterborne market.
Waterborne coatings are the largest type of coating technology used on a global basis and are expected to continue to grow as a percent of the total coatings market. By 2022, the global market size of waterborne coatings is expected to be over $146 billion USD. Growth in large part is due to increased volume in the construction and automotive markets with acrylics being the largest single type of waterborne resin system representing over 80% of the total waterborne market.
Driving forces for the increased use of waterborne coatings include:
- Lower VOC
- Ease of cleanup in most cases
- Decreased fire hazard
- Lower insurance cost
- Lower energy use for baked coatings due to the need for less oven make up air
- The need for decreased levels of petroleum-based materials.
As the May, 2014 Prospector article on Flow, Leveling and Viscosity Control in Water-Based Coatings indicates, the two largest classes of waterborne coatings include water-reducible and latex, with the majority of baked coatings falling in the first category with most of the architectural coatings belonging to the second category. The term water-reducible is used for resins made in solvent and reduced in water to form a dispersion of resin in water. Latex resins on the other hand are prepared by emulsion polymerization in water.
Disadvantages for the use of waterborne coatings include:
- High dependence of evaporation rate on relative humidity
- High heat of evaporation for water requires 2260 J/g for water and for example only 373 J/g for 2-butoxyethanol, a commonly used cosolvent
- Nonlinear viscosity reduction curve for coatings using water reducible resins
- High dependence of flow and appearance on relative humidity
- High surface tension of water (poorer wetting) requires the addition of surfactants which in many cases detracts from humidity resistance
- Waterborne coatings are more corrosive than solvent born coatings and thus require lined containers, plastic or stainless steel to avoid rust
- Waterborne coatings are more prone to popping in baked applications as film formation begins to occur before water evaporates from the film (see Table I)
However the continued advancement in material science to include innovations in resin chemistry, surfactants, wetting agents and flow agents will help enable the continued growth of waterborne coatings.
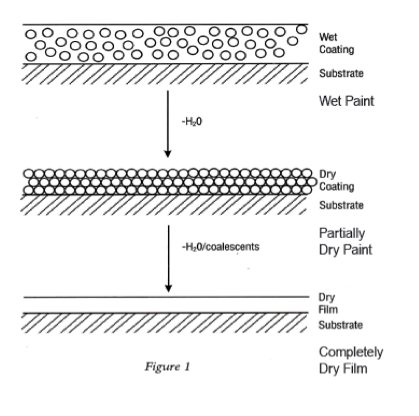
Figure I represents the various stages in drying of a latex based paint system. The first stage involves the evaporation of water. The second stage includes the continued evaporation of water and cosolvent to the point where the latex particles touch and begin to coalescence to form a film that is partially dried.
The final stage involves the continued coalescence and cure (in a crosslinked system) to form a cured, dry adherent paint film.
One of the key considerations in the use of waterborne coatings is the increased role that humidity in addition to temperature plays in the application and cure of these coatings. For example, to provide acceptable application properties, both the temperature and humidity must be carefully controlled as illustrated in Figure II. The effect of humidity on coatings containing water-organic solvent can not be ignored.
For example, the relative evaporation rate (E) of water at 0 – 5% RH at 25°C is 0.31, but at 100% RH the E is 0. The E of 2-butoxyethanol, a commonly used cosolvent, is 0.077. At low RH, water evaporates more rapidly and thus the ratio of 2-butoxyethanol to water increases; the reverse is true at high humidity.
When waterborne coatings are applied, if humidity is ignored, variation in application properties and appearance will result. For example if the temperature at application year round is 70° – 80° F, dry application (loss of flow) will result in winter months due to low humidity especially in colder climates and excessive flow will be observed in summer months (high humidity). An example of the later situation is that at about 65% Relative Humidity/25 °C, a waterborne coating containing 10.6% 2-butoxyethanol of volatiles, the evaporation rate of water and 2-butoxyethanol is equal. This relative humidity is called the Critical Relative Humidity.
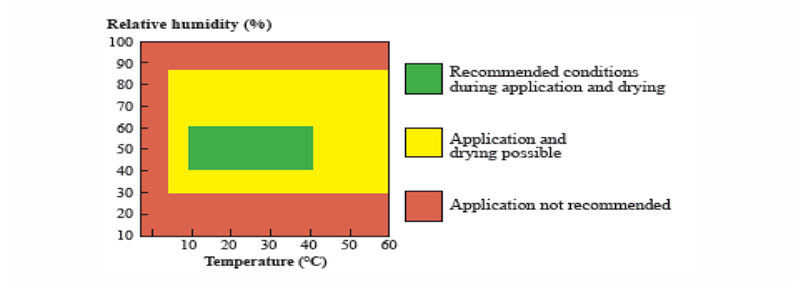
Table I illustrates the increased dependence of waterborne coatings on popping at various film thicknesses when compared to solvent born coatings.
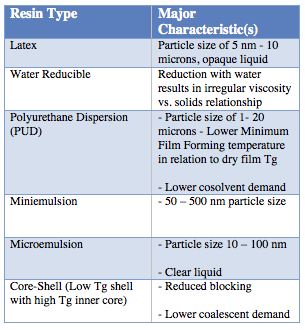
Waterborne coatings include a wide variety of resin types such as acrylic, alkyd, urethane, polyester, epoxy, fluoropolymer, waterborne powder as well as curing chemistries including UV cure, aminoplast, urethane, epoxy-polyamide, oxidative and air dry thermoplastic types. As Table II illustrates, particle size and particle architecture (e.g. core shell) also contributes to the ultimate film properties of the coating. In summary, once the unique issues associated with the use of waterborne coatings are fully considered they offer excellent performance in a wide variety of applications.
Prospector lists a number of suppliers of waterborne resins, surfactants, wetting and flow agents to meet a variety of requirements.
Ready to search materials?
Prospector has over 4,900 search results for resins!
Get Material Data Now
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.
Leave a Reply or Comment