

 Wood has been used as a building material for thousands of years due to its availability, low weight to strength ratio and, in many applications, high aesthetic quality. However, as a paintable substrate, it also provides some unique challenges and considerations, as wood is a dynamic, porous (cellular structure) and hygroscopic material. A few considerations include:
Wood has been used as a building material for thousands of years due to its availability, low weight to strength ratio and, in many applications, high aesthetic quality. However, as a paintable substrate, it also provides some unique challenges and considerations, as wood is a dynamic, porous (cellular structure) and hygroscopic material. A few considerations include:
- Moisture content – kiln dried wood absorbs water until it reaches equilibrium with relative humidity. Moisture content can vary from about 6% to 30%.
- Expansion and contraction – See Table I
- Age, wood cut geometry and type of wood – (e.g. hardwood or softwood etc.) – determines paint receptivity (moderately aged wood > new wood or very old wood)
Table I – Percent Dimensional Change of Wood as Moisture Content Varies from 5 to 15%

For a 10 cm thick wood section, a fluctuation in Relative Humidity of about 10% means a change in a tangential longitudinal wood piece of 3.5 mm (or 3,500 microns). Accordingly, these relatively large dimensional changes produce cracks as the wood looses elasticity due to aging. Thus a properly designed wood coating must have the requisite flexibility to accommodate these dimensional changes without cracking. Wood is comprised of about 75% cellulose and hemicellulose and 25% lignin, resins and low molecular weight phenolics. In exterior applications, wood is susceptible to degradation and subsequent erosion due to exposure to UV degradation, oxygen, moisture and biological activity. When exposed to the elements, the lower molecular weight materials will degrade to form water-soluble compounds that wash out whereas the more stable cellulosic molecules remain to form a white-grey color.
Other wood products include chipboard, which is made by pressing wood chips and an adhesive binder into sheets and then curing the sheets. Chipboard is used in furniture manufacture as a surface for the application of a wood veneer. Chipboard has more dimensional stability than wood.
Resin types and curing chemistry used in wood coating applications vary dramatically depending on the market as well as whether the coating is designed for functional and/or aesthetic quality, is meant for mass production in factories or for use directly by the consumer, interior or exterior and whether it is pigmented or clear. For the sake of brevity, this article is limited in scope to non-architectural finishes. Other than architectural, other major categories of wood coatings include furniture finishes, flooring, paneling and siding. Traditional finishing of wood furniture requires multiple finishing steps, with high volatile organic compounds (VOC) (EU), low solid lacquers comprised of nitrocellulose (NC) (EU), plasticizers (EU), and sometimes isocyanate (EU) modified versions of NC for improved solvent and chemical resistance. Due primarily to EPA regulations, many new technologies have displaced these finishes.
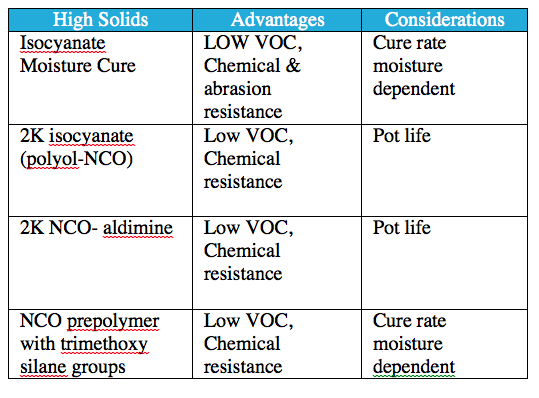
Technologies used to provide a lower VOC include high solids, waterborne, powder, and UV cures. Table II lists some of the high solids resin chemistries employed in the furniture industry to provide a quality finish along with typical characteristics:
The VOC of traditional furniture finishes such as those based on alkyd-aminoplasts can be further decreased by heating the paint to enable viscosity reduction through the use of heat rather than solvent. Many furniture finishes are forced dried at 60° to 70° C for 20 minutes. Care must be taken when waterborne coatings are used as this results in excessive grain raising. Thermosetting latex and water reducible one component melamine and two component coatings are also used.
Water born hydroxy (EU) functional acrylic resins (EU) can be cured with acid catalyzed melamine (EU) (1K) or isocyanate (2K) crosslinkers (EU) or sometimes with polyaziridine crosslinkers (for reaction with carboxy (EU) functional groups on the latex).
Lastly, a high number of furniture finishes employ solvent free UV curable acrylic finishes as these are reported to offer abrasion and chemical resistance in both high or semigloss qualities. Waterborne UV cure finishes have the added advantage of providing the ability to provide a low gloss finish. UV curables (EU) are particularly attractive for furniture applications as they provide low temperature and fast cure performance attributes. Lastly, both UV cure and thermal cure powder coatings (EU) are used on medium density fiberboard as the surface has low porosity and is homogeneous, thus well suited for a powder coating finish (EU). Applications include kitchen and bath cabinets, office furniture, doors and ready-to-assemble furniture.
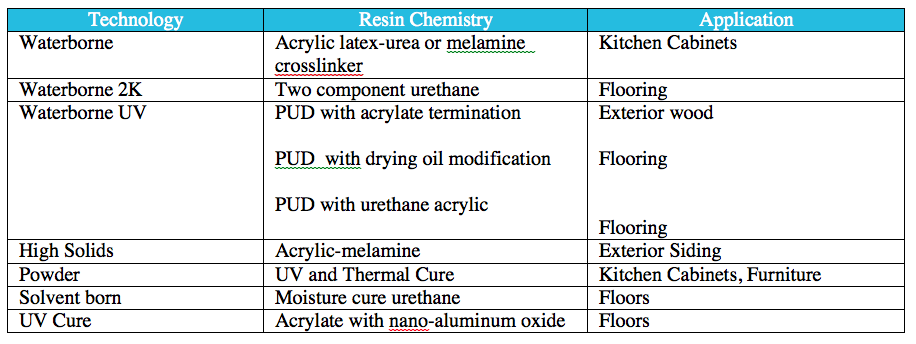
High volumes of coatings are applied for panel, siding and flooring applications. As opposed to wood, hardboard can withstand higher bake temperatures and, unlike wood, does not suffer from grain raising as do waterborne coatings. Table III lists a number of different technologies that are employed for kitchen cabinets, paneling, siding and flooring applications.
Table III – Technologies for Wood Paneling, Siding, and Flooring Finishes
For additional information concerning resins and raw materials listed for wood coating applications, please go to www.ulprospector.com and enter wood in the keyword search.
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.
Leave a Reply or Comment