

By Protomold – Nobody’s Faster In The Short Run.®
The fundamental rapid injection molding design rules for this decade are the same as those for the last decade (and several before that). But we wanted to reiterate them to help keep your projects on track as we stride confidently into the two-thousand-tweens.
When Proto Labs Customer Service Engineer Dave Nyseth proposed the following list of rules, we asked him to put them in order of importance. “They’re all Number One,” he replied. “Ignore any one of them and it can stop you in your tracks.” For that reason, we present Four #1 Rules for Successful Rapid Injection Molding:
1a) Maintain uniform wall thickness
1b) Maintain appropriate draft
1c) Understand the resins you plan to use
1d) Understand the Protomold manufacturing process
Uniform wall thickness
Uneven wall thickness is an open invitation to a multitude of problems. Depending on gate placement, it can lead to incomplete mold filling if resin has to pass through a thin area to reach a thick one. And because resin shrinks as it cools, thick areas may shrink more than thin ones, which can lead to warp in the finished part.
So, if walls are to be identical (or at least similar) in thickness, what should that thickness be? If it is too thin, parts won’t be structurally sound, but if they are too thick they may shrink enough to cause unsightly, potentially risky surface sink. Also, because dissolved gases are released as resin cools, thick walls can develop bubbles at or below the surface, weakening the part. The ideal thickness of a wall will depend on its function and on the resin used. Our ProtoQuote® design analysis can make some guesses about wall thickness issues, but since we don’t require you to select a resin type until you’re ready to order, you need to factor in resin-specific properties when designing your part.
If a feature needs to extend above or below the rest of the part surface, it need not be thicker than the adjacent areas. Instead, it can be designed as a cored-out feature rather than a solid one.
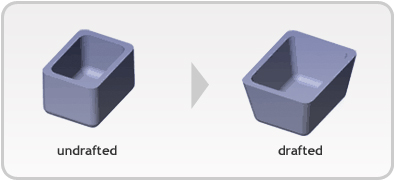
Appropriate draft
It may be January, but for a moment, let’s think spring and baseball. Picture a base-runner sliding into second base just under the fielder’s throw. Now imagine the condition of his uniform (and maybe his hip as well) as a result of that slide. That’s what can happen to undrafted surfaces when a mold opens and the part is ejected. Proper draft ensures that the part surface and mold surface will draw apart instead of being dragged across one another during ejection. The required degree of draft needed to avoid damage depends on a variety of factors including height, location, and surface texture of the feature.
Draft is almost always required for surfaces that are parallel to the direction of mold opening. In parts with cam-driven side actions, draft is also required for surfaces parallel to the direction of cam action. And shutoffs—surfaces where mold faces meet—that are parallel to the direction of mold or cam opening require draft as well.
 |
Resin characteristics
The characteristics of various resins differ across too many dimensions to discuss in detail here, but we want to remind you of the issues that can affect the molding of your part:
- Obviously, mechanical properties such as strength can be an issue; stronger resins may require less material to meet your requirements.
- Shrinkage varies among resins and can definitely affect moldability. This can be of special concern with filled resins, which shrink unevenly depending on the direction of resin flow.
- Viscosity, and the ability to fill small features, also varies among resins.
 |
Basic information on these and other characteristics can be found on our website at www.protomold.com/MaterialSelection.
Manufacturing process
Protomold’s rapid injection molding process is significantly faster and more affordable than traditional injection molding while sharing many of the traditional method’s capabilities. However, our process does have a few limitations that users should understand. These include:
- maximum part sizes
- specific requirements regarding side actions
- limits on the use of fine detail adjacent to steep walls
- the sharpness of the outside corners of parts
- the need to accommodate ejector pins
Of course, if you have questions regarding these or other issues, Proto Labs service representatives are available to help at 877-479-3680.
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.