

By Protomold – Nobody’s Faster In The Short Run.®
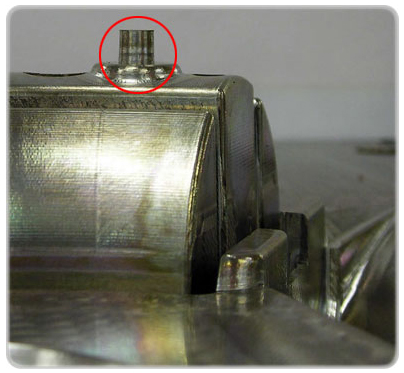
We’ve talked so often about the need for draft in injection molded parts that you may be shocked to hear that there are features that not only don’t need to be drafted, but that work better if they aren’t drafted. It’s true, and the reason we haven’t mentioned it before is this is a new capability added to our injection molding process. The features in question are typically screw holes used to connect plastic parts—front and back halves of a plastic shell, for example—with thread-forming screws. The holes are formed by posts in the mold called “cores” (see Figure 1).
 |
|
Figure 1 – Example of a core used to form a hole in a plastic molded part
|
Previously, we created cores in the mold by directly milling them from the aluminum mold body. Tall thin cores could “stick” to the plastic part and break off when the parts were ejected. To strengthen these cores and reduce ejection stresses we required them to be drafted as tall narrow cones. The resulting tapered screw holes could be problematic. Unless the screw was also tapered (like a wood screw), it would become tighter as it was screwed into the tapered hole. If it got too tight, it would crack the part. If it was too loose it could “strip” and fail to hold.
Long, straight screws, tapered pilot holes, and knit lines were a bad combination. If the hole and corresponding screw length were short, the part could be safely produced, but designs with deeper holes unfortunately went back to designers as no-quoted parts.
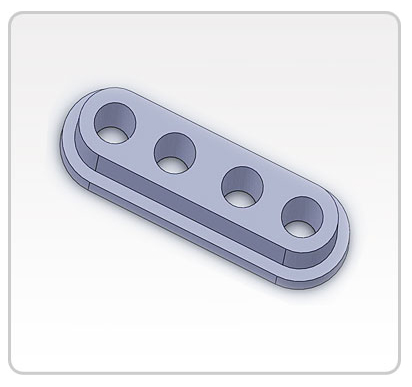
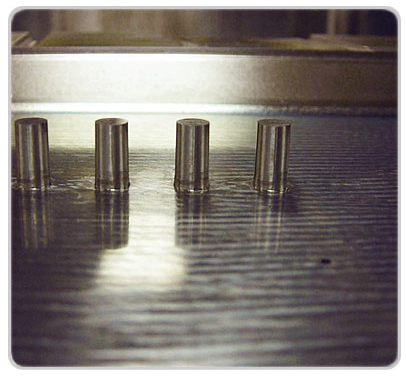
That’s all in the past. Now, Protomold can produce high-aspect-ratio small diameter holes using steel core pins in the mold. Say, for example, you are designing a part with a 3/4″ deep, 1/8″ diameter hole (see Figure 2). You simply include that feature in your 3D CAD model; our proprietary software will go to work and design the mold with a cylindrical steel core pin for forming the hole (see Figure 3).
 |
|
Figure 2 – Sample plastic part with 3/4″ deep holes
|
 |
|
Figure 3 – Mold with cylindrical steel core pins for part
|
This innovation changes two things for you. First, we can now mold parts with deeper, narrower holes. Second—and here’s the shocker—you don’t have to draft those features. The reasons are simple. A steel pin is strong enough to handle the stress of ejection and its surface is smooth enough to release cleanly from the part without draft. And, while there shouldn’t be any cosmetic effect on the resulting part, if there is, it will be inside the hole where it won’t be seen.
The size of the hole in your part will be determined by the size of the thread-forming screw you’ll use for assembly. The hole itself will be slightly larger than the minor diameter of the fastener—the diameter of the shaft at the root of the threads. Typically, the manufacturer will specify a diameter for the pilot hole in their screw specs. Finally, note that some screws will be specified for particular plastic resins, so if you change your resin during prototyping you should make sure you’re still looking at the right type of fastener.
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.