

By Greg Lewis, Matsui America
The variety of technologies, and nuances in each technology, can make choosing the right resin dryer challenging. In addition, sorting through all the dryer manufacturers and their spin on how each technology works can be daunting. Here is the reality. No one technology works perfectly for all applications. It is your situation, application, and the resin types you process, that determine what type of dryer you should be using.
Resin drying 101
You have to get rid of the moisture. Too much moisture in a resin bead interferes with the molding process. Hydrolysis, the break down of a water molecule when it is heated, interferes with moleculer bonding during the molding process. The results are defects or undesirable changes in appearance, and/or alterations in mechanical properties, such as strength, warping and clarity.
Non-hygroscopic and hygroscopic resins.
Non-hygroscopic resins have moisture sitting on the surface of the resin pellet. Hygroscopic resins have moisture absorbed inside the pellet as well as on the surface.
There are some molders using non-hygroscopic resin who have chosen not to dry the non-hygroscopic pellets. However, better molders understand the benefits of removing surface moisture from these types of resins. Eliminating surface moisture and warming the resin up to a consistent, even temperature makes it an easier and more efficient to process.
An extreme example of the importance of drying non-hygroscopic resin would be a manufacturer who is pulling material from outdoor silos or storage tanks. It could be winter, and extremely cold outside, and the resins are pulled from these cold silos into a much warmer plant environment. The cold pellets actually cool the air that is close by, causing moisture to condense onto the pellets. All this moisture is pulled into the molding process and creates an inconsistent molding environment.
In contrast, hygroscopic resins are universally understood to require drying to remove moisture prior to molding. And the number of these different resins continues to grow into the thousands.
Some of the newest hygroscopic materials are the so-called “bio-resins” such as Polylactic Acid. These are resins based from plant material, such as corn starch. Their popularity is in their ability to biodegrade quickly either on their own, or with treatment. Initially used for food packaging like cups and film wrappers, governments are now starting to require more durable goods be made from these resins.
One challenge of the new PLA based materials is the need to use low heat during the drying process. And since heat is the primary tool used to remove moisture from plastic resins, other drying variables, such as dew point and air flow, become more critical in the removal of moisture.

Hot air drying
Simple hot air dryers are the most economical way to dry plastic resin. These dryers simply heat ambient air, so it holds more moisture, and then blow it through pellets. Initially this removes surface moisture off pellets, which is the goal with non-hygroscopic resins. With hygroscopic resins, the repeated flow of hot air through the resin changes the gas pressure between the inside and outside of the pellets. As the pellet tries to equalize the pressure, more moisture moves from inside the pellet to the surface, until eventually equilibrium is reached with the dry air stream.
There are some limitations to hot air dryers. Hotter air can accept more moisture, but you can increase air temperature only as far as your resin will allow. Temperatures that are too high start to melt the resin. If a molder is located in climates where absolute humidity, the quantity of water in a particular volume of air, is very high, then it becomes increasingly difficult to remove moisture down to acceptable levels for processing.
If you have reached the resins temperature limit, a desiccant may be necessary. Blowing the hot air across a desiccant pulls moisture out of the air, reducing absolute humidity, making it so the air can hold more. Air “dew point” is a measurement that expresses the dryness of a given volume of air.
Air dew point is the temperature to which air must be cooled for moisture to drop out of the air. If we keep passing the hot air over the desiccant, which is removing moisture from the hot air, eventually it will require this air to be cooled to extremely low temperatures to get any moisture to drop out of the air. Just as hot air can hold more moisture, cold air can hold less moisture. Therefore a lower (colder) “dew point” expresses that the air is drier.
Dehumidifying dryers
Hygroscopic resins require dryers that efficiently remove moisture from resin. Manufacturers of resin have guidelines for each resin and provide requirements for molding each of their resins. Usually, these requirements include how many parts per million of moisture content (ppm) is permissible for proper molding. For example, a particular resin may be supplied with an 800-1000 ppm or moisture percentage. However, their specifications dictate only 20-50 ppm can be present for molding. Most resin suppliers recommend desiccant dehumidifying dryers for processing their materials. The reality is you want to pick a technology that will achieve the recommended moisture content for all the resins you are molding.

Desiccant dryers
These are the workhorses of the plastics industry. The most often used, the most versatile across many types of resin, desiccant dryers can quickly achieve the low moisture content dictated by resin manufacturers.
One type of desiccant dryer uses desiccant beads. Beads will absorb and release moisture like a sponge, over and over again, thousands of times. As the beads absorb moisture, they eventually become “wet” or saturated and need to go through a regeneration process to remove the moisture so they can start the absorption process all over again. Regeneration is accomplished by passing extremely hot air, 400 – 500 degrees F, over the beads to get them to release moisture.
Once the beads have been heated, they then need to cool down before being reintroduced to the drying process. If you don’t wait, the extreme heat generated by the super-heated beads will melt the resin.
This required cooling off period was found to delay drying times, so new technologies were introduced that used the bead beds in a staged multi-bed system, where saturated beads were moved off and replaced with regenerated beads that had already cooled.
Problems:
There are limitations to the use of desiccant beads. Dew point tends to fluctuate in a staged system. As a fresh desiccant bed is held in the drying air, it slowly saturates with moisture. Over time, air coming out starts to increase its dew point, possibly up to -20ºF or worse. When this saturated bed rotates out, the new regenerated bed of desiccant rotates in usually bringing dew points back down.
This dew point spiking is a flaw of design. Molders try to get a consistent end product, but resins end up being processed with varying moisture levels, making it difficult to keep consistent quality levels.
In addition, beads will “deteriorate” over time. Heated resins give off gases. These air born gases travel through the system and back across the desiccant bead bed. As the air cools contaminants drop onto the surface of the beads. The beads slowly get coated with contaminants and lose their ability to absorb moisture. This necessitates the beads be replaced. The dryer is pulled off-line, the old beads removed, and new beads poured into the bed, shaken and compacted as tight as possible, then the dryer put back on line.
Another flaw in this design is that you have to cram beads so tightly into the bed that air has to be forced around beads. This creates a significant pressure drop because you are trying to force air through all the small spaces around the tightly packed beads. Hence, you need a more powerful blower to overcome this resistance. And a more powerful blower requires more energy.
Interestingly, as tightly and as carefully as you may try to pack the beads, there are still inconsistencies in the spaces between the beads. And as any other process can predict, nature wants to find the path of least resistance. So, the air being forced through these beads will tend to find the largest holes and the easiest paths to travel through the beads. The entire bead bed is not being used consistently and some of the beads will get more contact with hot air than others.
There have been times when old bead beds have been cut apart and there are dark lines snaking up through the beds. These dark lines are where contaminants have been deposited on the beads. And the dark lines show the most often traveled path by the hot air passing through the beads.
As mentioned before, tightly packed beads need a powerful blower to force air through the bead bed. Because you have to use the big powerful blower, you get vibration. Beads start to vibrate. The friction of bead surfaces rubbing against each other creates a powder. Gravity pulls dust down towards the bottom, and the bed self-contaminates.
This dust will also become air born and can cause contamination. For example, a molder of optical parts was finding spots in their end product. After an exhaustive search through all the procedures, they finally tracked down the culprit. Desiccant beads were powderizing, then the particles became air born. They got all the way through into the hopper, down in the machine and into molding process.
The desiccant rotor
In the late 1980’s a desiccant rotor was introduced to eliminate the deficiencies in the bead bed design. The rotor, a cylindrical honeycomb impregnated with desiccant, created a continuous system of moisture removal, regeneration and cooling, providing a consistent -40ºF dew point. No fluctuations.
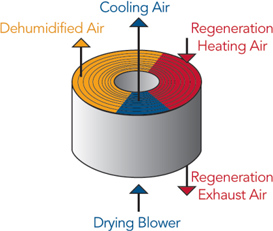
A molecular sieve desiccant was bonded under high heat and pressure onto a honeycomb shaped rotor. The rotor rotates continuously at a constant speed through processes. As a result, you get a continuously regenerated desiccant passing through hot air stream. As the dew point comes down, it eventually reaches the desired -40ºF dew point, then flat lines, holding steady at the specific dew point.
Because the honeycomb design has channels of a consistent size and shape, air passes through every channel evenly, so there is no need to have a powerful blower. In fact, the rotor has 1/10th the pressure drop of a typical desiccant bed. Less power means less energy consumption.
The honeycomb shape also allows the desiccant to be applied in an extremely thin layer, so more desiccant surface is exposed to the hot air at every rotation. This thin layer also gives contaminants less surface to hold on to, so during the regeneration part of the cycle contaminants are easily burned off of the surface.
So, as compared to bead beds, now there are no fluctuations in dew point. There is no vibration causing powderization of the beads. All air passages are structured, consistent in size so you can easily blow air through it, and the air will contact 100% of desiccant as it passes through the channel. And the thin layer is exposed at every rotation.
Lastly, as air comes back from the hopper dryer, it first crosses a cooling coil. This reduces the air’s ability to hold gases and contaminants. These contaminants drop out before they reach the desiccant.
So what you end up with is a more stable, reliable, efficient system. These specific types of rotors created specifically for removing moisture from plastic resins, have been found to last 15 years plus without need of replacement, essentially the life of the dryer. There is no cost of downtime to replace bead beds, and there is better performance because it generates more consistent dew points. Materials dry more quickly and in less time.
Compressed air
The compressed air dryer is essentially a hot air dryer. It is comprised of a heater, controller and hopper. There is no desiccant. It differs from the hot air dryer discussed previously in that it uses compressed air from your plant’s compressor. Compressed air can hold much less moisture than “normal” air at atmospheric pressure, so when this compressed air comes to the dryer it already contains a lot less moisture.
Dew points of compressed air as it enters in the hopper are usually about -0º to -4º F, and now some manufacturers include a membrane which is said to “wipe away” even more moisture.
Though it sounds simple and energy efficient, molders need to be aware that it still requires the same amount of energy to run this system as is used with a desiccant system. Molders need to take into account the additional amount of energy they need to use for their own compressor. Some molders have found they have needed to add a compressor because the dryers consume so much air.
For example, every 3.5 cfm of dryer air requires 1.0 hp of compressor. The rule of thumb in the industry is that for every 1-lb of throughput you need 1 cfm of drying air. For 10 lbs /hour you need a dryer that generates 10 cfm. So, before you buy a compressed air dryer, determine how much cfm you need. As your drying needs increase and the size of the dryers increases, you may need a lot more compressed air, and therefore more energy consumption.
In our experience, compressed air works on smaller applications, possibly where you are molding .5 to 1 lb/hour. For these applications it does not make sense to use a desiccant. Small compressed air units are supplemented with thermal conduction fins. The fins are in contact with the resin and only a small amount of compressed air is required to reduce dew points.

Vacuum drying
Vacuum drying is probably the most efficient, cleanest, effective process for drying resin. It is based on the principal that putting water in a vacuum allows it to boil at much lower temperatures. You can heat up the resin while it is in a vacuum using much lower temperatures, and the moisture will boil out of the resin.
It really is the best, most pure method of drying. It exposes resins to low heat levels, preventing discoloring or alteration of the resin properties. And it is fast. Depending on the quantity of resin, material dries in about an hour.
In addition, during the vacuum drying process, gases are pulled out and completely removed. It more than doubles the mold maintenance cycle interval, uses less energy, dries better and in less time.
However, vacuum dryers are very technical, “delicate” dryers. They are not the rugged workhorses and are usually more expensive. These dryers have been most often used in R&D facilities or in applications where skilled, experienced technicians are operating the equipment. They usually don’t stand up to the rigors of an active molding plant where workers handle equipment more aggressively. And finally, vacuum drying is not effective on certain resins, particularly those with low temperature requirements, like PETG.
So what is best for you?
It really is all about how the dryers are going to be used. What is your application? Will the dryer be dedicated to a specific task? Or will it be required to handle a variety of resins with different molding requirements? What is the skill level of the people who will operate the dryer? What specifically is most important to you; high performance, low maintenance, low energy usage, a small physical size, lowest price? Are you trying to solve a specific problem that you are currently experiencing? For simplicity would you like the same type of dryer for all your machines, regardless of tonnage? And what is the resin supplier telling you about the proper molding parameters, specifically moisture content? You might be able to achieve the right moisture content with more than one technology, but maybe there is one technology that will achieve what you need in all your applications.
This is where a close eye on your operation and realistic expectations of your requirements is important. The most versatile, energy efficient, rugged type of dryer is still the desiccant dryer. It has the ability to handle molding in a variety of environments, and the flexibility to work with numerous resins. It is more durable so it can work in aggressive work environments, and it has the molding history to show its effectiveness in a variety of applications.
Smart controls
Lastly, now coming into the market, are Smart Controls. These are controls that monitor the drying process, and when certain parameters are met, cycles down the energy use to simply maintain the proper temperatures and dew points. These controls provide more flexibility for using the same dryer in a variety of applications and saving energy. However they generally provide savings only when the dryer is used at less than 100% capacity.
Most dryer manufacturers who offer Smart Controls use sensors to monitor the return air temperature. Once the right temperature is achieved, it starts to ratchet down on the energy usage. More sophisticated controls have a second sensor that monitors the regeneration side. As the exhaust air reaches a certain temperature, it also starts to reduce energy usage. This dual temp control reduces energy usage even further.
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.