

By Protomold – Nobody’s Faster In The Short Run.®
With Protomold’s expanded capability to produce larger plastic parts, there are a few important considerations to keep in mind when designing parts to fit the Protomold process.
For starters, our current increased size capabilities are as follows:
- Maximum part outline is approximately 30.5 inches by 13.5 inches (the maximum outline applies only to shallower parts).
- Increasing part depth reduces maximum outline. At 1 inch depth, maximum outline is 28.5 x 11.5; at 2 inch depth maximum outline is 26.5 x 9.5; at 3 inch depth, maximum outline is 24.5 x 7.5. Why is this? It’s because plastic is injected at pressures as high as 10,000 PSI, and we need enough mold material surrounding a deeper part to keep the mold sides from bending out.
- Outline notwithstanding, maximum projected mold area is 175 square inches.
- Maximum part volume is approximately 59 cubic inches.
- Maximum mold depth either side of the parting line is 3 inches, which means a part can be up to 6 inches tall if the parting line passes through the middle of the part (inside and out).
- Parts should have approximately 1° of draft per inch of depth from parting line. Minimum draft, regardless of depth, is ½°. This allows the part to eject from the mold without drag marks.
- Side action cams consume space, reducing maximum mold size.
- To see how these limitations specifically affect your part, upload a 3D CAD model for a free ProtoQuote® moldability analysis and quote.
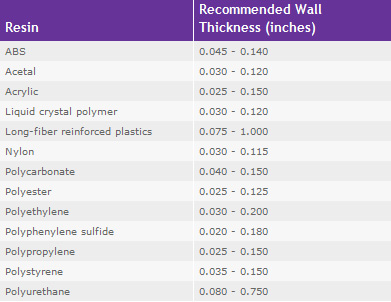
Recommended wall thickness varies by resin, but larger parts should have thicker walls. Large parts should have walls at or near the manufacturer’s maximum recommended thickness for the specific resin as listed in the chart below (the chart applies to all parts, not just larger parts).
 |
|
Recommended Wall Thickness Varies By Resin
|
ProtoQuote can provide feedback on the proposed wall thickness of your parts.
Other guidelines are similar to those for smaller parts:
1. Try not to mix thick and thin sections; keep wall thickness as constant as possible.
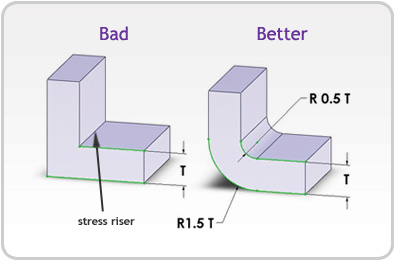
2. Radius corners to minimize flow restrictions and prevent stress concentrations (see fig. 1).
 |
|
Fig. 1: Radius Corners
|
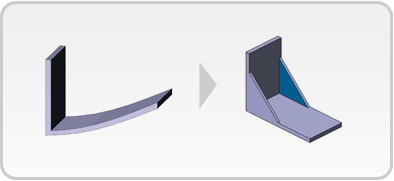
3. Avoid unsupported geometry (see fig. 2).
 |
|
Fig. 2: Unsupported Geometry
|
4. Use core-cavity construction rather than ribs wherever possible (see fig. 3).
 |
|
Fig. 3: Rib vs. Core-Cavity
|
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.