

By Brad Cleveland, Protomold
By moving in directions perpendicular to the direction of mold opening, side action cams allow the production of parts with “undercuts” that could not be successfully made in two-part, straight-pull molds. But there are parts without undercuts that can also benefit from the use of cams. The Protomold process (vertical milling) requires increased wall thickness and draft as the part depth increases. Using cams, we can reduce the need for draft and wall thickness is some instances.
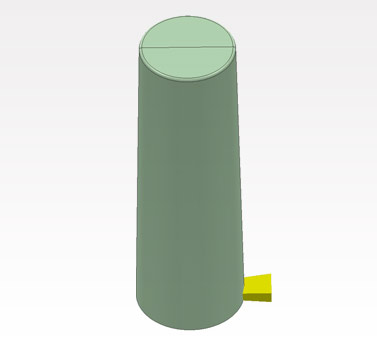
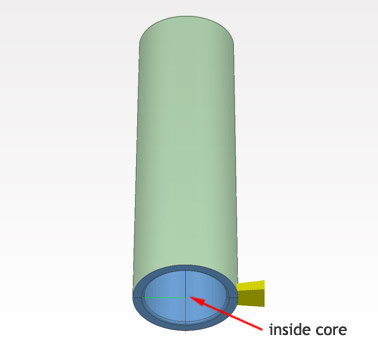
Imagine, for example, a thimble, essentially a cup with tapered sides (see figure 1). The obvious way to mold such a part would be in a two-part mold in which the outside is formed by the A-side mold half and the inside core is formed by the B-side mold half (see figure 2). Resin would be injected through a tab gate placed along the parting line at the rim of the cup. If the walls of the part were thick enough, this might work. In a thin-walled design, however, there could be problems.
First, in a thin-walled design, the resin could cool quickly enough to result in a “short shot,” that is, incomplete filling of the cavity. Obviously, this would not be acceptable. Even if the cavity did fill completely there would be two flow fronts meeting on the side of the core opposite of the gate creating knit lines that could substantially weaken the resulting part. One possible solution would be to use a hot-tip gate and inject resin at the closed end of the cylinder—the bottom of the cup or top of the thimble. This may not be possible due to the height of the part, resin compatibility with the hot tip or other unforeseen issues. A better solution might be to lay the design on its side and use a cam to create the core (see figure 3).
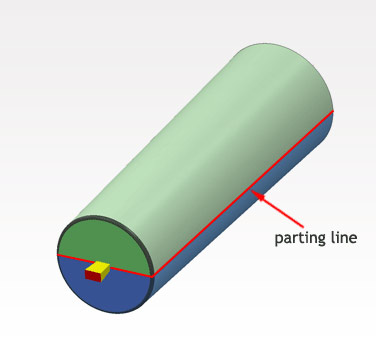
In this case, the core of the thimble is formed by a retractable cam while the outside of the part is formed by two straight pull mold halves. As shown in the diagram, the parting line runs across the closed end of the cylinder and down the sides. For the sake of symmetry, a tab gate is located along the parting line at the closed end of the cylinder. Resin is injected through the gate and the resin flows down the length of the cavity uniformly.
So how do you identify parts that can benefit from the use of cams? Tall, thin parts with a core, like our thimble, are prime candidates. Another candidate might be a part that, in a straight-pull mold, would require more draft than the designer is able to provide. In that case, side-action cams may completely eliminate the need for draft as the outside face is pulled perpendicular to the part instead of being pushed or pulled from the mold. And, finally, cams can allow production of parts with texture on faces parallel to the direction of mold opening. In simple straight-pull molds, such texture acts, essentially, as a field of undercuts that can prevent the clean ejection of parts. If there is a design need and we can get a cam on that face, why not? It just may be the face that makes your part.
Basically, cams aren’t just for undercuts anymore. Need a flat face to bolt up against a mating part? How about texture? How about your company’s logo or part numbers? Adding a cam to the mold may be just what you need.
About the Author
| Brad Cleveland, President and CEO Protomold The Protomold Company, Inc. 1757 Halgren Rd. Maple Plain, MN 55359 – USAPhone: 763 479 3680 Fax: 763 479 2679 E-mail: info@protomold.com |
Brad Cleveland has been the president and CEO of The Protomold Company, Inc. since November of 2001. Prior to Protomold he was cofounder and vice president of AeroMet Corporation, a laser additive manufacturing company and subsidiary of MTS Systems Corporation.Protomold®, a Proto Labs service, is the world’s fastest source for custom injection molded parts. The company fills a unique niche in the manufacturing of plastic parts, using a combination of advanced, proprietary software and sophisticated equipment to produce prototype and low volume runs of custom injection molded parts. The material properties of Protomold’s real molded parts surpass those of parts produced by additive prototyping processes. At the same time, delivery is faster and costs are lower than those associated with traditional injection molding. |
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.