

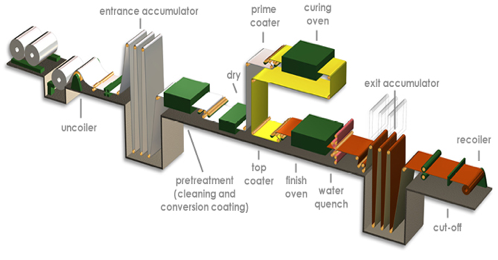
 The coil coating process (see Diagram 1) provides a way to rapidly apply a variety of paints in a uniform, controlled, continuous and quality fashion at line speeds varying from 100 to 700 feet per minute with the paint being cured in 15-45 seconds to achieve a Peak Metal Temperature of 390 to 480°F depending on the paint and metal thickness. In the coil coating process, the metal coil is first unwound, cleaned and pre-treated, one or more layers of paint are applied on a flat continuous sheet, heat cured, cooled and rewound for shipment. At the fabricator, it is then cut to the desired size and formed into its finished shape.
The coil coating process (see Diagram 1) provides a way to rapidly apply a variety of paints in a uniform, controlled, continuous and quality fashion at line speeds varying from 100 to 700 feet per minute with the paint being cured in 15-45 seconds to achieve a Peak Metal Temperature of 390 to 480°F depending on the paint and metal thickness. In the coil coating process, the metal coil is first unwound, cleaned and pre-treated, one or more layers of paint are applied on a flat continuous sheet, heat cured, cooled and rewound for shipment. At the fabricator, it is then cut to the desired size and formed into its finished shape.
Since the metal is first painted and then formed into a part, coil coatings are frequently referred to as pre-paint. Pre-paint refers to the process of painting metal before fabrication rather than painting a formed article. The coated product must not only be able to be cured quickly, it must also be flexible and resistant to pressure mottling as coated coils can weigh several tons.
Primary coil coated metal substrates include:
- Steel
- Cold rolled and hot rolled steel
- Galvanized steel (zinc coated steel — hot dip and electrogalvanized)
- Galfan (~95% zinc and 5% aluminum coated steel)
- Galvalume (43.5% zinc, 55% aluminum-with 1.5% silicon coated steel)
- Aluminum
Compared to most other application methods, coil coating is nearly 100% efficient from a paint usage standpoint. As opposed to a spray-applied coating, a coil-coated product offers uniform film thickness rather than the thicker films on edges, corners and bends that are more typical of spray-applied coatings.
Benefits of coil coating:
- Consistent quality
- High speed
- Nearly 100% efficient, therefore lower cost
- High quality
- Lower environmental impact
- Wide range of metal types
- A wide variety of coating types available
- Flexibility
Topcoats are applied by reverse roll coat in which the applicator roll travels in the reverse direction of the strip and thus provides a smoother film with fewer defects. Primers and backers are normally applied by direct roll coating. Some lines also apply coil coatings using an extruder or via a solid block of paint with a softening point such that it can be applied smoothly when heated.
Coil coating physical types include solvent borne, waterborne, powder and solid block paints.
Schematic 1 – Paint layers in a typical exterior surface

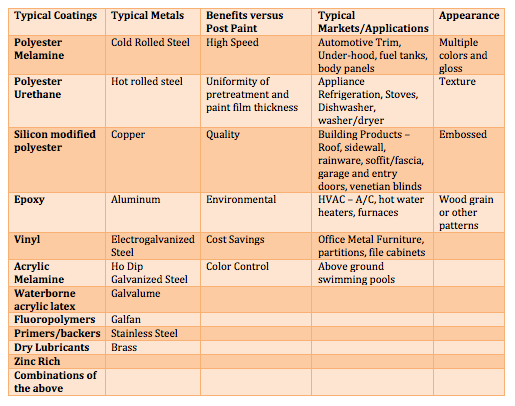
Table I – Synopsis of Coil Coating Options
The total global market size of coil coatings is in the range of $3.5 billion (USD) with polyester coatings making up greater than 60% of the total. The types of paint curing employed in the coil industry include thermal, infrared, induction and UV cure. By and large, the vast majority of coil coatings are cured using gas-fired ovens. Accordingly, the remaining portions of this article will focus on thermal-cured coil coatings.
Coil primers and backers are normally applied much thinner than spray-applied liquid or powder coatings, dip or electrocoat paints. Applied primer dry film thicknesses are normally in the range of 4-6 microns, whereas topcoats are normally applied to provide a dry film thickness of 18-20 microns.
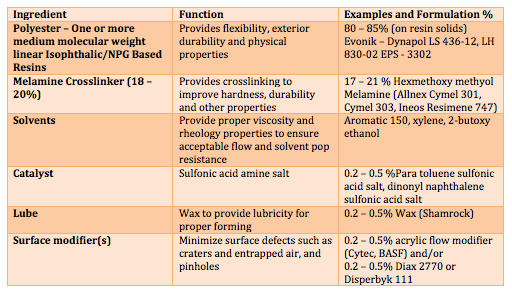
Special consideration when formulating coil coatings include adjustments in the resin technology, crosslinking, solvent system, catalyst, surface modifiers and lubricants to accommodate proper cure, flow and leveling, and minimization of surface defects. Once cured, coil coatings can offer excellent handling, physical, chemical and environmental properties. Table II details typical materials utilized in a polyester coil coating.
Table II – Raw Materials (on Resin Solids) used in a Typical Polyester Coil Topcoat (1.2:1.0 Pigment:Binder, Dupont R960 Titanium Dioxide)
In summary, coil coating technology has grown more rapidly than more conventional application technologies and is projected to grow at a rate in excess of 5% per annum due to a variety of benefits that include cost savings, versatility, environmental, performance and quality issues.
Find the materials you need on your next project with a search on ULProspector.com. Log in or create your free account today!
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.
Excellent article.
Hi Ron, fantastic article! Do you know if all coil manufacturers coat their coils? Seems like it might get a little expensive but I see it’s very important
Many coil manufacturers send their coils to coaters. The coaters then apply paint to meet their orders. Orders can come from a variety of customers such as manufacturers of building products, HVAC materials and appliances.
Thank you for reading!