

 Injection moulding is the linchpin of plastics manufacture. It has improved immeasurably over the years, with inventions including soluble forms of cellulose acetate, screw injection machines, gas-assisted injection moulding process, and an extensive range of material options.
Injection moulding is the linchpin of plastics manufacture. It has improved immeasurably over the years, with inventions including soluble forms of cellulose acetate, screw injection machines, gas-assisted injection moulding process, and an extensive range of material options.
Injection moulding manufacturing has progressed from simple objects such as buttons and combs to the complex products seen in automotive, aerospace, healthcare, consumer products, construction, packaging and many more.
Some design features, such as hollow infill patterns, are generally too complex for traditional methods of manufacturing and as such are exclusive to 3D printing. It is also possible to include multiple materials into a single object, which allows different colours, textures and mechanical properties to be mixed and matched. Digital texturing enables complex, aesthetically pleasing parts within a single run without extra design and processing time.
But despite the industry’s dislike of its original name of Rapid Prototyping, it has struggled to evolve beyond a prototyping method, or at best a manufacturing option for small batches.
These are the primary reasons why few businesses are using 3D printing, even 40 years after its invention:
- Slow process
- Limited range of suitable raw materials, especially for polymer articles
- Object size limited to the build area of the printer
- Cycle time per part will depend on part complexity, size and many other parameters
- Some 3D printing processes also require significant post-processing steps
Yet, one thing about injection moulding has not changed: the need for tooling. Although it has been simplified and sped up by advances, the time needed to create tooling for increasingly complex injection moulds is measured in weeks or even months. And each part change requires a new tool, mould, die, or jig to be manufactured. With 3D printing, the design can be printed with little to no change to the equipment. Users can edit designs to their liking, creating unique and completely custom new parts, which means that customisation – batch sizes of one – is facilitated – a growing trend in modern markets. It also means that a given design can be manufactured in a large range of different materials.
With 3D printing, a part can be designed, manufactured in-house on a professional 3D printer, and tested, in a maximum of few days. The CAD-to-production speed of direct production makes it a perfect candidate for LRIP (Low Rate Initial Production), enabling companies to go to market much faster, with the option to switch to injection moulding when tooling is ready or when higher volumes are needed.
For any specific part, an important objective is to identify the crossover “breakeven” point as a function of production volumes between 3D printing and conventional high volume production methods, such as injection moulding and extrusion for polymers and diecasting or CNC machining for metal parts. This breakeven point, after which a traditional method becomes cheaper per unit part than 3D printing, may be found within as few as the first 150 units manufactured, but in other cases may be more than 1000. At these lower production numbers, the cost of each injection moulded part can be 10 to 100 times as much as it would be using tool-less digital production.
Even though suppliers are coming up with better and smarter 3D printing machines, it will take time for 3D printing to eliminate traditional methods of manufacturing, if ever it can. By its nature, a layer-by layer process has a fixed time per part, meaning that a single component will always take the exact same amount of time to create as the last. But larger 3D printers are available, but these are expensive, and there is a trade-off between size and cycle time. Improving part quality also means 3D printing using laser-based systems at extremely high resolutions, which means the parts will take a lot longer to manufacture.
With injection moulding, after the initial investment of time needed to create the appropriate tools and moulds, the system can be automated and the part rapidly mass-manufactured. This significantly decreases the amount of time needed per part.
The objective of the 3D printing machine supplier is to move the crossover point to the right, away from small batch production towards a genuine mass production option.

There are many methods being utilised to achieve this, many based upon digitalising not only the main 3D printing process, but also the peripheral pre- and post-processing activities happening around it. This is a prime philosophy of 3D Systems’ Figure 4 Technology. Much like digital photography, digital printing and digital video, direct digital production has come about through a confluence of complementary technologies that have been intelligently choreographed for speed, accuracy and efficiency.
Based on stereolithography, Figure 4 Technology is a tool-less, easily scalable, additive manufacturing process which is built around discrete and automated modules for each step of direct production. It is offered in three configurations that vary in footprint, capacity and versatility and uses a range of proprietary polymeric materials.
- Standalone: a single build unit for ultra-fast and affordable same-day printing of prototypes and low volume production parts.
- Modular: a scalable, semi-automated 3D manufacturing solution that permits users to add more printer modules to grow capacity as the need to scale arises.
- Production: Fully-integrated in-line production cells.
Factors designed to push the breakeven of 3D printing towards higher production numbers are shown in Table 1.
According to 3D Systems’ benchmark tests, within 11 days, a Figure 4 array with eight modules can turn out 10,000 units of a textured automotive vent, while the injection moulding process was still in the design stage. By the time 10,000 units of the automotive vent could be produced using traditional injection moulding, a manufacturer using Figure 4 could have produced nearly 14,000 units.
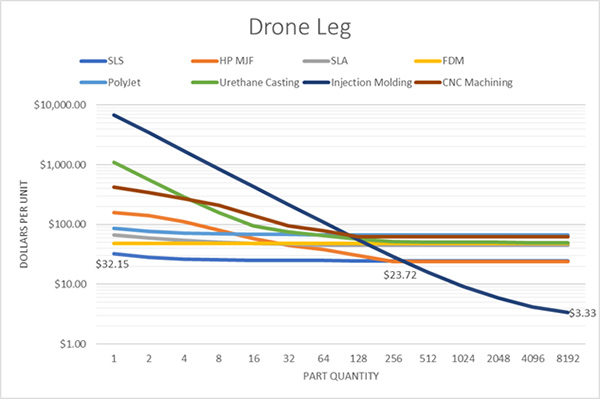
Table 1 – Factors designed to push the break-even of 3D printing towards higher production numbers.
- Process Speed: this shortens the time of liquid material in the vat, enabling a wide range of hybrid materials that mirror those used in traditional moulding processes
- Improved dimensional accuracy
- Design needs to address functionality only, not the draft angles, undercuts, side inserts and other features required for injection moulding.
- Development of CAD/CAM software that enables design for the unique capabilities of 3D printing, including organic and complex designs, consolidation of parts within an assembly, and use of lighter-weight materials with greater strength.
- Advanced robotics systems that enable fast connections between modular operations and a high level of scalability. Robotic arms take the parts through each step of the primary and secondary processes, including the washing, drying and curing operations.
- Being able to move continuously (and autonomously) among manufacturing steps greatly reduces step-wise functions that may introduce unacceptable variances.
- Digital inspection involving the sensor and data capture practices of Industry 4.0.
- Real-time communication using industry standard protocols such as MTConnect and OPC Unified Architecture (OPC UA) to provide operating and support intelligence both locally on the factory floor and remotely via web and cloud connectivity.
- Operation within automated production lines, allowing long- and short-run batches and fast switching of production to different parts.
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.
The biggest advantage of injection molding has to be its low production costs as plastic product designs created this way have very low price per unit compared to other plastic production following a different type of manufacturing technology.
That’s true Alax – it depends on production numbers and the amount of customisation needed. With IM you have to make a tool, so the higher the production run the cheaper it becomes. If you only want to make a small number, then the tool is expensive and the process is less economic. For any given product design, there’s a crossover with alternative production methods, such as AM.
As good as 3D printers are, the asthetic quality doesn’t come close to an injection moulded part.
The Arburg freeformer seems to be the best option for quality due to it combining a traditional plasticising unit and printer. This means it can process almost any polymer.
Yes, surface finish is a challenge with additive manufacturing. If used for production parts, it ofetn needs a post-processing stage.