

Many modern devices are getting smaller or require miniature components, so the demand for plastic micro molding continues to grow. The miniaturization of automotive, medical, electronics, and telecommunications devices is driving the need for micro molding of smaller components.
Polymer microfabrication encompasses a series of relevant fabrication techniques, including injection molding, hot embossing and casting. This short article focuses on micro injection molding.
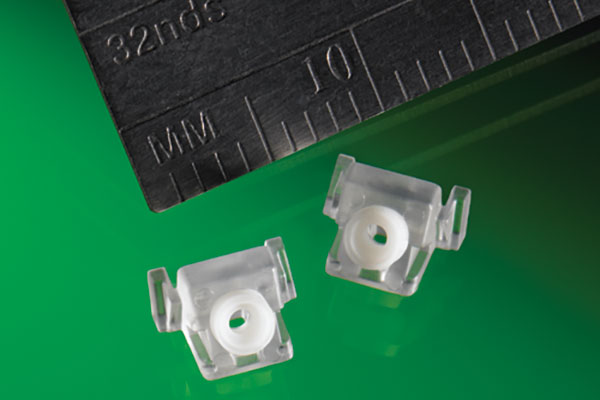
Micro injection molding is a molding process for the manufacture of plastic components for shot weights of 1 to 0.1 grams with tolerances in the range of 10 to 100 microns. This molding process permits the manufacture of complicated small geometries with maximum possible accuracy and precision.
The unspoken industry standard definition of micro molding encompasses:
- Parts that are fractions of a plastic pellet
- Parts that weigh fractions of a gram
- Parts with a wall thickness ranging from 0.005 to 0.015 in. (125 to 375 microns)
- Parts or sub-assemblies requiring single-micron tolerances, or stack-up tolerances that lead to single-micron tolerances
- High length-to-thickness (L:T) ratios or length-to-diameter (L:D) aspect ratios
- Larger parts up to 6in (15cm) in length that have microscopic features or single-micron tolerances.
According to a recent report from Research and Markets, the global micro-molding market is expected to grow from $904 million in 2020 to $1.6 billion by 2025, at a compound annual growth rate (CAGR) of 11.8%.
The main differences between micro molding and traditional molding technologies are the shot size and the precision of the injection machines. Micro-molding machines can inject a fraction of a gram with high precision and parts may have micro features ranging from 50 to 5µm or less. Nevertheless, producing the molds is a highly specialized process – steel or aluminum molds are CNC and EDM machined to micron or submicron tolerances, with small cores, cavities and internal features.
Although anyone can buy an injection molding machine suitable for micro molding, it is the combination of processing and expert tool building that make up the elements of true micro molding. This highly specialized process employs micro-structured steel or aluminum molds which are CNC and EDM machined to micron or submicron tolerances. Molded parts may weigh a fraction of a gram, with micro features ranging from 50 to 5µm or less. Many polymer materials are suitable.
Micro molders also need to be able to perform other traditional injection molding processes at the micro scale. The demand for micro-sized lead frame and insert molding and to overmold a micro-sized part on an extremely small insert while maintaining consistency and accuracy is critical.
Due to size of the machines, with lower clamping forces, significant savings in cost and time are possible compared to traditional injection molding, with perhaps as much as a quarter of tooling costs. It is often possible to enter the market with finished products in less than three weeks. And modification is easy and flexible. Waste is minimized, since shorter runners are needed to fill the cavities, compared to traditional injection molding.
Medical and healthcare
According to Mordor Intelligence, medical instruments account for approximately a quarter of the global market share of micro injection molding. These are often small and highly sophisticated. Applications include miniature medical devices for drug delivery devices, catheters, diagnostic systems, optical and hearing aid components, as well as instruments for minimally invasive surgery.
Bioabsorbable materials – materials that may be absorbed and dissolved by bodily structures – are widely applicable in modern healthcare. Their use lowers the number of surgical interventions needed for specific (most usually, orthopedic) treatments. Modern micro molding technologies are used here as well. In this area, the number of certified materials available for use is limited, and they are expensive. Nonetheless, there are specialist companies that have been active in this field for 15 years or more.
Electronics
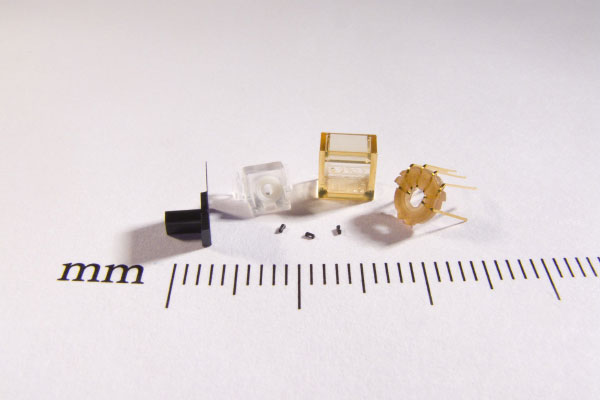
Since modern electronic devices are getting smaller, there is a growing need for high precision and complexity for this sector, which represents around a fifth of the global micro injection molding market share. Examples include micro-optics (laser-based devices, smartphones, lenses and prisms), as well as microelectronic components such as connectors, switches, plugs, and chips used in computers, communication technologies and electronic musical devices.
Micro-molded parts have become popular alternatives to the well-established silicon and glass-based microelectromechanical system (MEMS) fabrication technologies, particularly for microfluidic and Lab-on-a-Chip (LOC) applications. Since the industry itself is in the growth stage, the demand is increasing.
Automotive
Micro injection molding is used for under the hood parts of a car and for components such as clips, washers, door locking mechanisms, buttons, switches and even for gears.
Design challenges
A parting line (PL) is the line of separation on the part where the two halves of a mold meet. The parting line matching for micro parts is a big issue: the interlocking features of mold cavity and core for precise mating are used to reduce such issues.
Another major critical factor of micro injection technology is that the smaller part size causes problems with degating (gate removal).
Runner and sprue diameters are another concern. The total volume of the feed system (sprue, runners and gates) can exceed the volume of the parts by a factor of 100 or more.
Trends in micro injection molding
New technologies being developed include extreme thin wall molding, two-shot micro molding and automatic insert molding.
The two-shot process is the ability to mold two different materials on the same part at the same time. The two different thermoplastic resins are shot in sync so that it requires only one mold cycle. Insert micro-molding applies to more than just metal inserts. It means being capable of molding in and around a wide variety of other materials such as ceramic, glass, fabrics, film, or foil to other plastics. Two-shot systems include the incorporation of fabric materials, and soft polymers encased by harder ones.
New micro molding sensors for mold and material monitoring systems have been specially developed, as initially the sensors were too large. The newest sensors are very compact, easily installed, save significant space in the mold and are designed to monitor temperature, pressure, warpage, shrinkage and other parameters.
CNC machine tools and micro sinker EDM allow molders to inject shots of less than 1 gram with minimal damage and very high shot accuracy. Advances in shrinking pressure and temperature sensors hardware allow for better control and real-time monitoring of the process.
Runnerless or reduced flow path molds are designed to save expensive materials and will allow higher accuracy and ultra-small shot sizes.
Most micro-assembly requires the use of operators to manually select and insert small parts using powerful microscopes and micro-tweezers. Manual assembly is extremely expensive and time-consuming. Several specific tools and equipment have been devised, including high-performance stereo microscopes, cameras and monitors. Real-time computer vision is available to assemble parts within micron level accuracy.
Vertical integration in a micro molding scenario allows a company to retain control over critical processes, such as inspection, testing and post-processing.
References
Micromolding – in Depth Insights
Nalšios g. 11, LT-14332, Vilnius Lithuania
The Micro Injection Molding Process for Polymeric Components Manufacturing
MTD Micromolding: Exclusive Focus on Micro Medical
Accu-Mold: What is Micro Molding?
Risk Mitigation & Vertical Integration in Micro Molding
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.